The Influence of Different Binders on the Performance of Alumina-Magnesium-Carbon Bricks
Different binders added to the formulation of alumina-magnesia-carbon bricks result in varying properties of the finished product. Alumina-magnesia-carbon bricks are made from high-alumina bauxite clinker, corundum, magnesia-alumina spinel, magnesia sand, and flake graphite, sometimes with added SiC, and formulated with binders such as water glass or resin. They are then formed under high pressure and subjected to low-temperature treatment. These bricks exhibit resistance to erosion, spalling, and slag adhesion, achieving good results in thermal equipment such as steel ladles. However, these bricks have high thermal conductivity and significant heat dissipation, making them prone to cold-smelling. Therefore, when using unburned alumina-magnesia-carbon bricks as ladle linings, insulation measures should be implemented between the working lining and the permanent lining. Generally, casting refractory castables with a bulk density of approximately 2.0 g/cm³ can also increase the tapping temperature and reduce cold-smelling.

Slag-Resistant and Thermal Shock-Resistant Aluminum-Magnesium-Carbon Bricks
Aluminum-magnesium-carbon bricks were developed based on aluminum-magnesium unfired bricks. As is well known, my country has spent 10 years developing aluminum-magnesium ramming mixes, aluminum-magnesium castables, and finally aluminum-magnesium unfired bricks, achieving positive results. The technical approach for this type of material involves adding spinel materials and MgO powder to a high-alumina matrix to form magnesium-aluminate spinel at high temperatures, thus improving the brick’s performance. To enhance the slag resistance and thermal shock resistance of aluminum-magnesium unfired bricks, appropriate amounts of carbon materials were added, resulting in the successful development of aluminum-magnesium-carbon unfired bricks, abbreviated as aluminum-magnesium-carbon bricks.
Phase Diagram Analysis of Aluminum-Magnesium-Carbon Bricks
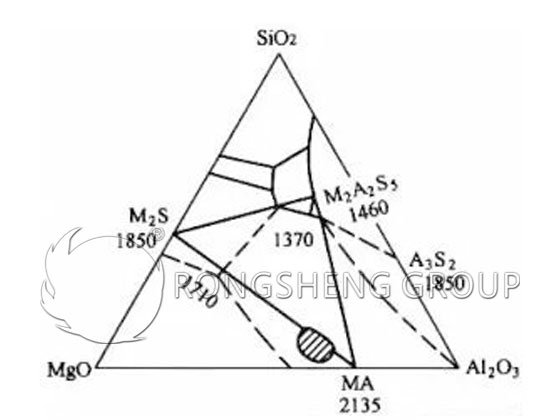
In aluminum-magnesium-carbon bricks, since graphite does not have a eutectic relationship with oxides such as Al₂O₃, SiO₂, and MgO, the phase composition of the matrix can be described by the Al₂O₃-MgO-SiO₂ ternary phase diagram. Magnesium aluminum spinel has a small coefficient of linear expansion and elastic modulus, and a melting point of 2135℃, exhibiting a volume expansion effect during formation. Therefore, products using it as a bonding phase possess high refractoriness, load softening temperature, and thermal shock resistance. The principle of adding MgO is to ensure that all Al₂O₃ in the matrix is converted to MA, even if its composition falls within the shaded area of the phase diagram. As shown in the figure, when the amount of MgO is high, its composition falls within the M₂S-MA-M₂A₂S₅ triangle, with a minimum eutectic point of 1370℃, which will reduce high-temperature performance. Therefore, the amount of MgO should be controlled so that its composition falls within the M₂S-MgO-MA triangle, with a minimum eutectic point of 1710℃. Furthermore, due to the presence of impurities in the matrix, the temperature at which the liquid phase appears is actually lower than 1710℃.
Raw Materials and Mix Proportions for Alumina-Magnesium-Carbon Bricks
The critical particle size of the refractory aggregate used in the production of alumina-magnesia-carbon bricks is 10-8 mm. The particle size distribution of the mortar is as follows: greater than 5 mm, 10%-18%; 5-3 mm, 12%-18%; 3-1 mm, 10-16%; 1-0.15 mm, 10%-14%; 0.15-0.09 mm, 5%-10%; and less than 0.09 mm, 35%-40%.
Commonly used mix proportions for alumina-magnesia-carbon bricks: refractory aggregate 58%-68%; high-alumina powder 15%-30%; magnesia-alumina spinel powder 6%-12%; magnesia sand powder 6%-12%; carbon materials 3%-12%.
When using water glass solution as a binder, its modulus is 2.4-3.0, and its dosage is 6.5%-8.5%.
When using phenolic resin as a binder, its dosage is 5%-7%. In addition, 2%–5% soft clay and appropriate additives are sometimes added.
The raw materials used for alumina-magnesia-carbon bricks depend on the size of the ladle and the application conditions. Generally, low-grade raw materials are used for medium and small ladles, with water glass as a binder. Large and medium-sized ladles, especially those used for continuous casting and ladle refining, must use high-quality raw materials and resin binders to meet the application requirements.
The production process and cryogenic treatment regime for alumina-magnesia-carbon bricks are basically the same as those for alumina-carbon bricks.

Performance of Alumina-Magnesium-Carbon Bricks with Different Binders
-
Water Glass Bonding
Table 1 shows the performance of water glass alumina-magnesium-carbon bricks. Bricks numbered 1 and 3 use first- and third-grade bauxite clinker with Al₂O₃ > 80% and Al₂O₃ > 66%, respectively, as refractory aggregates and powders. Sintered magnesia powder with MgO ≥ 91% and MgO ≥ 89% is used, along with flake graphite with C content of 91% and 87%. Neutral water glass is used as a binder at a dosage of 7.8%. The critical particle size of the refractory aggregate is 8mm, and the dosage is 60%~62%. A premixed powder made from high-alumina powder, magnesia, and flake graphite is used at a dosage of 38%~40%. The table shows that the material has a high grade and good performance. However, because water glass introduces sodium oxide, it lowers the load softening temperature.
| Table 1 Items | 1 | 2 | 3 | |
| Chemical Composition % | Al2O3 | 70 | 68 | 60 |
| MgO | 12 | 11 | 12 | |
| C | 6 | 3 | 3 | |
| Load Softening Start Temperature ℃ | 0.6% | 1320 | 1300 | 1250 |
| Refractoriness ℃ | 1770 | 1770 | 1750 | |
| Compressive Strength at Normal Temperature MPa | 42 ~ 52 | 40 ~ 44 | 35 ~ 40 | |
| Apparent Porosity % | 16 ~ 19 | 19 ~ 21 | 20 ~ 22 | |
| Bulk Density g/cm3 | 2.58 ~ 2.68 | 2.52 ~ 2.59 | 2.38 ~ 2.44 | |
The surface of the water glass alumina-magnesium-carbon bricks used on steel ladles is covered with a slag layer. Microscopic observation revealed that the main minerals were feldspar-type minerals, along with a significant amount of metallic iron, all with generally lower melting points. The main minerals in the reaction layer were corundum and MgA spinel. It is well known that when MgO is added to high-alumina materials, a solid-phase reaction begins between MgO and Al₂O₃ at temperatures above 900℃. The reaction rate is accelerated in the presence of impurities such as FeO. At 1200–1500℃, a large amount of MgA spinel is formed, constituting a dense layer, and it does not participate in other reactions, indicating that the MgA spinel mineral is relatively stable. Furthermore, the reaction occurs around periclase; therefore, high-alumina powder and magnesia powder should be mixed evenly to facilitate the growth and development of MgA spinel. The original brick layer contained corundum aggregates and small amounts of MA and A3S2. This means that the MgA spinel minerals are formed during use, and their quantity is closely related to factors such as the proportion of raw materials, the degree of powder mixing, impurity composition, and the operating temperature.
-
Resin Bonding
Table 2 shows the properties of resin-bonded alumina-magnesia-carbon bricks. The refractory aggregates and powders used in bricks numbered 1 and 2 are grade II and grade I bauxite clinker, respectively. MgO is 89% sintered magnesia powder, C is 89% flake graphite, and Al₂O₃ is 36% soft clay powder.
| Table 2 Items | 1 | 2 | 3 | 4 | 5 | 6 | |
| Chemical Composition % | Al2O3 | 62 | 64 | 66 | 65 | 62 | 65 |
| MgO | 11.8 | 12.5 | 10.5 | 13.0 | 12.5 | 10.7 | |
| C | 6.2 | 7.5 | 8.5 | 7.0 | 5 | 9.9 | |
| Load Softening Start Temperature ℃ | 0.6% | 1570 | 1650 | 1570 | 1480 | 1690 | >1700 |
| Refractoriness ℃ | 1690 | 1730 | – | >1790 | >1790 | >1790 | |
| Compressive Strength at Normal Temperature MPa | 32 | 43 | 46 | 55 | 78 | 88 | |
| Apparent Porosity % | 7.1 | 5.5 | 9.8 | 12 | 8.2 | 7.8 | |
| Bulk Density g/cm3 | 2.77 | 2.89 | 2.72 | 2.92 | 2.93 | – | |
2.1 Modified Asphalt Resin Bonding
Modified asphalt phenolic resin is used as the binder, with a dosage of approximately 6.5%. The particle size distribution of the clay is as follows: 12~8mm, 8%~12%; 8~5mm, 18%~21%; 5~3mm, 17%~22%; 3~1mm, 8%~11%; 1~0.125mm, 2%~4%; and less than 0.09mm, 38%~42%. Brick number 3 is made using grade I bauxite clinker, grade I sintered magnesia, flake graphite with 96% C content, and modified asphalt phenolic resin binder. The mix proportions are: 60%~70% refractory aggregate, 23%~30% premixed powder (55%~65% high-alumina clinker, 35%~45% magnesia), 5%~12% graphite, and 4.5%~5.5% binder. Brick No. 4 uses high-grade bauxite clinker with 88% Al₂O₃, sintered magnesia with more than 90% MgO, flake graphite with more than 89% C, and organic binder. Bricks No. 5 and No. 6 use high-grade bauxite clinker with more than 85% Al₂O₃ as the aggregate. They also use fused magnesia powder with more than 97% MgO (90% of which is ≤74μm) and flake graphite with 91% and 95% C content, respectively.
2.2 Phenolic Resin Bonding
Phenolic resin was used as a binder, with a dosage of 4.5%~6.5%. In batch number 5, appropriate amounts of magnesium aluminum spinel particles and powder were added, resulting in a magnesia powder dosage of 5%~7%. In batch number 6, fused alumina powder with Al₂O₃ ≤97% and a fineness of ≤44μm was used as the powder to strengthen the matrix. The alumina powder, magnesia powder, and antioxidants were first mixed in proportion for 15 minutes to prepare a premixed powder. The critical aggregate particle size was 5mm, and the aggregate was batched in four stages.
Comparing Table 2 with Table 1, it can be seen that the organically bonded aluminum-magnesia-carbon brick exhibits excellent performance, with high load softening temperature, high strength, and low apparent porosity. It achieved good results when used in steel ladles for continuous casting and refining.
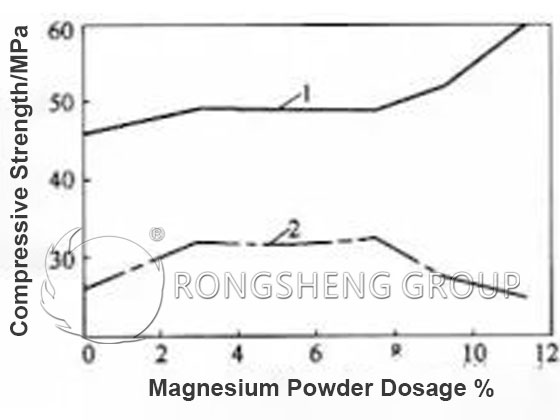
Figure 2 shows the effect of magnesia powder dosage on brick strength. As shown in the figure, the strength of the sample treated at 200℃ increases with the increase of magnesia powder content. The optimal strength is found after treatment at 1400℃, specifically when the magnesia powder content is 3%–7%. This is due to the volume expansion effect caused by the reaction of Al₂O₃ and MgO to form MA. Specifically, when the MgO content is low, the spinelization volume effect can block pores and enhance density, resulting in higher strength. When the MgO content is high, excessive volume expansion causes internal stress and cracking, thus reducing strength.
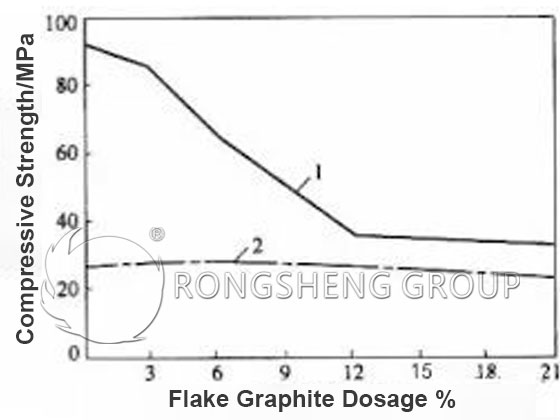
Figure 3 shows the effect of flake graphite content on brick strength. The figure shows that the strength decreases after treatment at 200℃ with increasing flake graphite content, while the strength after treatment at 1400℃ shows no significant change. Furthermore, slag resistance is enhanced, and the residual expansion rate decreases. Therefore, considering all factors, a graphite content of less than 9% is preferable.
Table 3 shows the performance of alumina-magnesia-carbon refractory bricks with different binders. The refractory aggregate and powder are grade I bauxite clinker, accounting for 81% of the total composition. Magnesia powder accounts for 9% of the total composition; flake graphite with a carbon content of 96% accounts for 10%; the binders used in numbers 1-5 are shown in the table. The table shows that bricks made with inorganic binders have poorer performance; bricks made with organic binders have better performance, with resin-bonded bricks exhibiting the best performance. This is because inorganic binders react with the matrix at high temperatures to generate some low-melting-point substances and also undergo redox reactions with carbon, weakening the carbon structure; organic binders can form a carbon network, thus achieving carbon bonding, resulting in superior brick performance.
| Table 3 Items | 1 | 2 | 3 | 4 | 5 | |
| Types of Binders | Phosphoric acid | Water glass | Medium-
Temperature asphalt |
Modified asphalt resin | Phenolic resin | |
| Compressive Strength MPa | 200 ℃ | 12.2 | 16.4 | 30.9 | 53.9 | 57.2 |
| 1400 ℃ | 1.7 | 7.1 | 6.4 | 27.2 | 22.8 | |
| Residual linear expansion rate % | 1400 ℃ | 2.95 | 4.64 | 3.06 | 0.90 | 1.60 |
| weight loss rate % | 1400 ℃ | 4.43 | 2.17 | 5.5 | 3.76 | 3.14 |
| Apparent Porosity % | 200 ℃ | 24 | 20 | 11 | 11 | 13 |
| Bulk Density g/cm3 | 200 ℃ | 2.57 | 2.72 | 2.68 | 2.83 | 2.79 |
Table 3 also shows that resin-bonded alumina-magnesia-carbon bricks have high bulk density, low apparent porosity, moderate weight loss, and low residual linear expansion. In other words, this type of brick has a dense structure and good thermal shock stability, meaning it is resistant to spalling. However, this brick is prone to oxidation; it is best to apply an anti-oxidant during baking, and use should be continuous with minimal intervals.
As a refractory material for steel ladle linings, alumina-magnesia-carbon bricks fully utilize magnesia’s strong slag resistance and carbon’s low expansion and high thermal conductivity, compensating for magnesia’s poor spalling resistance.





